Grazie per la visita
Questa macchina è stata venduta di recente. Controlla le macchine simili disponibili o inviaci una richiesta.
STUDER - S31DE-GRI-STU-2008-00001

- GINDUMAC
- Prodotti
- Macchine utensili
- Vendita di STUDER S31 | gindumac.com
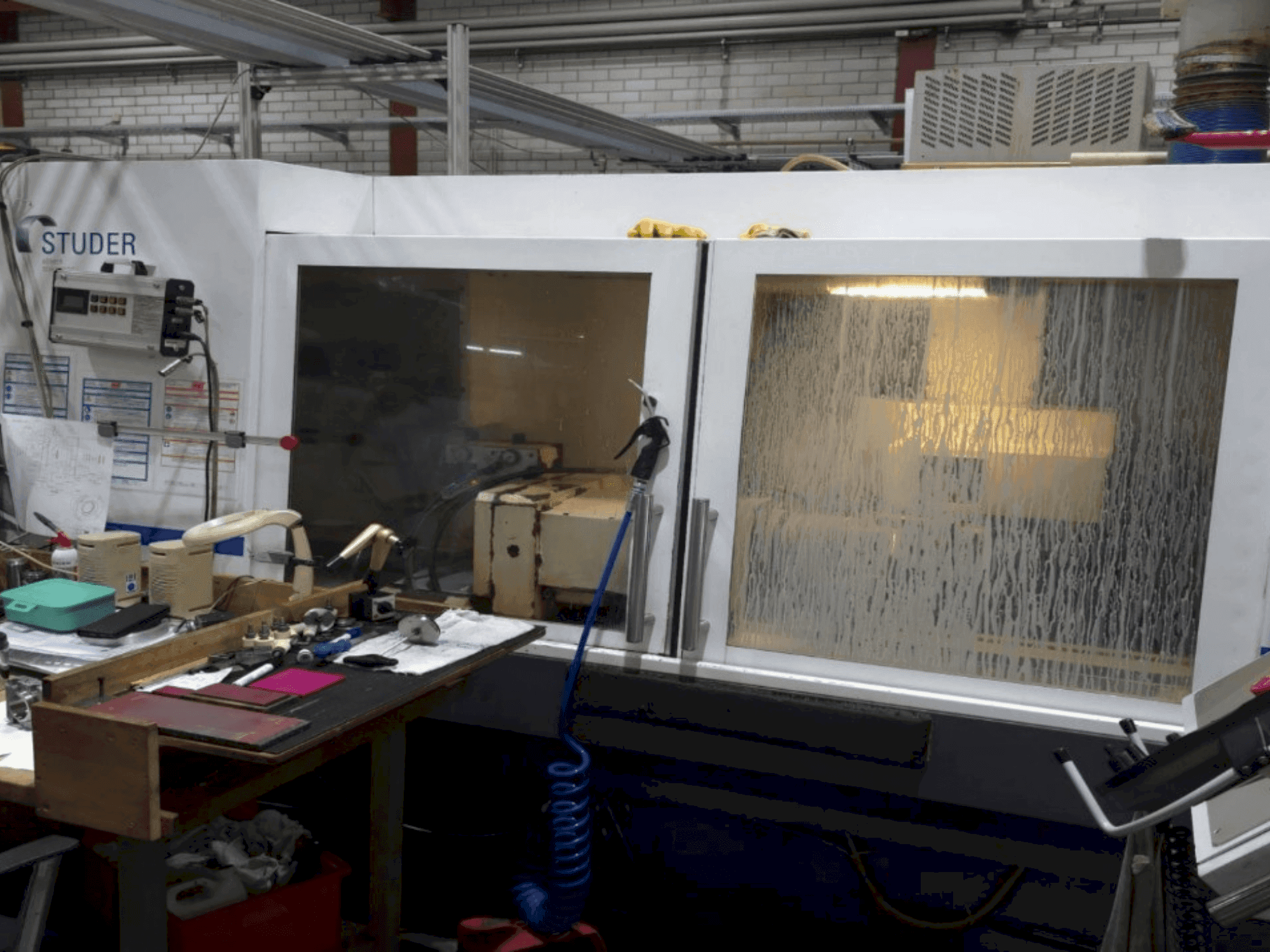
Questa STUDER S31 è stata prodotta nel 2008. È una rettificatrice cilindrica dotata di un sistema di controllo GE Fanuc Serie 21-TB. Ha accumulato 47.099 ore di funzionamento con il mandrino funzionante per 25.500 ore. Considerate l'opportunità di acquistare questa rettificatrice cilindrica STUDER S31. Contattateci per ulteriori dettagli su questa macchina.
Panoramica
- marca: STUDER
- anno: 2008
- MODELLO: S31
- Ore di esercizio: 47099
- tipo di applicazione: Rettifica
- Località: Germania
- tipo di macchina: Rettificatrice Cilindrica
Informazioni tecniche - STUDER S31
Movimento
- Numero di assi: 2
Informazioni aggiuntive
Attrezzatura aggiuntiva
Convertitore di frequenza aggiornato / Convertitore di frequenza sostituito
Vantaggi della macchina
Vantaggi tecnici della macchina
Controllore: ge fanuc serie 21-tb
Vasca che perde
Vasca che perde
Nessun filtro della cinghia del refrigerante
Informazioni extra
Asse trasversale X e asse longitudinale Z:
Asse trasversale X (asse NC) 0°, azionato da servomotore AC
e vite a ricircolo di sfere. Corsa 280 mm. Avanzamento programmabile 0,001-5.000 mm/min.
Asse longitudinale Z (asse NC). Azionato da servomotore CA e vite a ricircolo di sfere. Corsa
1150 mm. Velocità di avanzamento programmabile
0,001-10.000 mm/min.
Sistema di misura diretto sull'asse X
Risoluzione 0,0001 mm (sistema di misura lineare e assoluto,
non richiede la corsa del punto di riferimento)
Sistema di misura diretto sull'asse Z
Risoluzione 0,0001 mm (sistema di misura lineare e assoluto,
non richiede la corsa del punto di riferimento)
Interfaccia della riga per sistemi di misura diretti
Testa a rotella
Testa a torretta U universale, girevole
Asse girevole automatico della testa (asse B)
per orientare la testa della ruota.
Ingranaggio Hirth 1° rispetto all'asse di rotazione della testa. Angolo di rotazione da -15° a +195°.
Cappuccio di sicurezza in posizione 1, a sinistra Ø 500 mm
per rettifica esterna per mole Ø 500x63mm F1
(80 mm F5)
Cappuccio di sicurezza in posizione 2, a destra Ø 500 mm
per affilatura esterna per mole Ø 500x63mm F1
(80 mm F5)
Informazioni generali sulla cuffia di sicurezza in posizione 2:
La lunghezza di affilatura del lato destro è ridotta nella posizione
posizione girevole della testa di molatura. 300° di circa il 30%.
Dispositivo di affilatura interno per mandrini ad alta frequenza
Ø 120 mm in posizione utensile 3 compreso il cavo di collegamento
per il collegamento di mandrini di rettifica interna Ø 120 mm in base alle
alle seguenti specifiche Studer:
-- Attacchi di lubrificazione a innesto per tubi flessibili di diametro
4 mm
-- Connessioni del refrigerante a innesto per il flusso di andata e di ritorno
con tubi flessibili di diametro
10 mm (i raccordi a innesto per il mandrino e il tubo flessibile sono compresi nella fornitura del mandrino).
-- Con connessioni elettriche secondo lo schema di collegamento.
Codifica del mandrino di rettifica interno
La disposizione dei cuscinetti fissi del mandrino motore 1 si trova a destra
in posizione utensile 2
Velocità di taglio del mandrino motore 1
programmabile fino a max. 50m/s
Per i mandrini motore con n = 3200 giri al minuto, 50m/s sono possibili solo con
è possibile solo con diametri di mola >300 mm
Attrezzature di rettifica interna HF per mandrini Fischer con lubrificazione olio-aria
Informazioni generali sulle marche di mandrini HF:
Non è possibile utilizzare su una stessa macchina diverse marche di mandrini con lubrificazione ad olio-aria.
-- Il numero di connessioni di lubrificazione deve corrispondere ai mandrini
negli accessori.
-- Non è possibile utilizzare mandrini con un numero diverso di connessioni di lubrificazione per ogni posizione dell'utensile.
Unità di manutenzione per la lubrificazione olio-aria dei mandrini di rettifica interna.
La quantità di lubrificazione può essere programmata in modo specifico per il mandrino nel controllo CNC.
Spurgo dell'aria per i mandrini HF quando si utilizza l'aria compressa della macchina (attivato dalla valvola principale pneumatica).
Testa di lavoro a mandrino con cuscinetti a rulli, cono ISO 50, montaggio esterno cilindrico su
naso del mandrino Ø 110 mm, foro del mandrino Ø 50 mm.
Bloccaggio manuale del mandrino senza monitoraggio.
Opzione di montaggio del sensore dell'anello di rettifica
Informazioni generali sulla testa del mandrino:
Per rettifica in diretta o rettifica esterna con centro rotante.
Correzione manuale della cilindricità sulla testa di lavoro
Accuratezza della concentricità di almeno 0,0004 mm
Asse C standard
per il caricamento dei pezzi e l'arresto in posizione circonferenziale
(Precisione +/-0,5°) per il cambio pezzo
Asse C standard; per la rettifica di forme,
per la rettifica di forme è necessario un asse C ad alta precisione.
Azionamento del pezzo 3 kW con servomotore CA
Gamma di velocità 1-1000 giri/min
Velocità di avanzamento 1-50 giri/min
Sollevamento pneumatico per spostare senza sforzo
della testa di lavoro durante l'impostazione
2909914-E
Controllo pneumatico e monitoraggio della pressione del truciolo
Interfaccia elettrica 1 per la lavorazione
per il condimento fino a un massimo di 3 kW di potenza di azionamento.
Consente velocità programmabili dal 10 al 100% della
della velocità nominale del mandrino, a seconda del mandrino, nella stessa direzione o in quella opposta della mola.
Pannello operativo e quadro di comando collegati in modo permanente alla
alla macchina
Unità di condizionamento per l'armadio di comando
Informazioni generali sul raffreddamento dell'armadio di comando:
A temperatura ambiente. Per temperature superiori a 30°C è necessaria un'unità di raffreddamento.
Tensione di allacciamento: 400 volt +/-10%
Frequenza di linea: 50 Hz +/-1 Hz
Linea: 4 fili (L1, L2, L3 / PE) o 5 fili (L1, L2, L3 / N / PE)
Tensione di controllo interna: 24 volt CC
Controllore CNC Fanuc 21i-TB con:
-- Schermo piatto attivo a colori da 10,4 pollici
-- Controllore PLC integrato
-- Comunicatore Studer e sistema bus ASI
Memoria utente del controllore CNC: 128 kB,
Memoria di programma: 200
-- Il Fanuc 21i-TB supporta solo memorie utente fino a 512 kB.
Unità operatore portatile: Terminale Studer PCU
con display LCD, tastiera, volantino elettronico,
pulsante di esclusione e autorizzazione
Contaore di funzionamento, intervallo 0-99.999 ore
Rilevamento elettronico dell'aggancio con Dittel AE 4100-1
composto da:
-- Pannello frontale con display LCD per la visualizzazione
la curva del segnale
-- 4 ingressi per il rilevamento dell'aggancio con sensori passivi, in cui solo un sensore può
sensori passivi, con la possibilità di valutare un solo sensore alla volta.
valutare un solo sensore alla volta
*Ci possono essere differenze tra i dati indicati e i valori reali, questo dovrebbe essere confermato dal rappresentante di vendita.
Borja Garcia
Termini di pagamento
Pagamento anticipato
Finanziamento delle attività